KT-C series
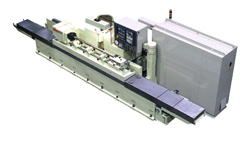
Table-Traverse Type CNC Roll Grinding Machine
Main features
Strong structure serves to promote precision and high efficiency during heavy-duty grinding assignments
A direct-infeed mechanism for the wheelhead and a very rigid grinding-wheel spindle combine to assure roll surfaces of the highest quality
Automated grinding functions resulting from years of accumulated know-how and advanced grinding technologies
The TOSNUC CNC system, specially designed by Shibaura Machine for roll-grinding applications, automates each step in the grinding process
Outstanding operability
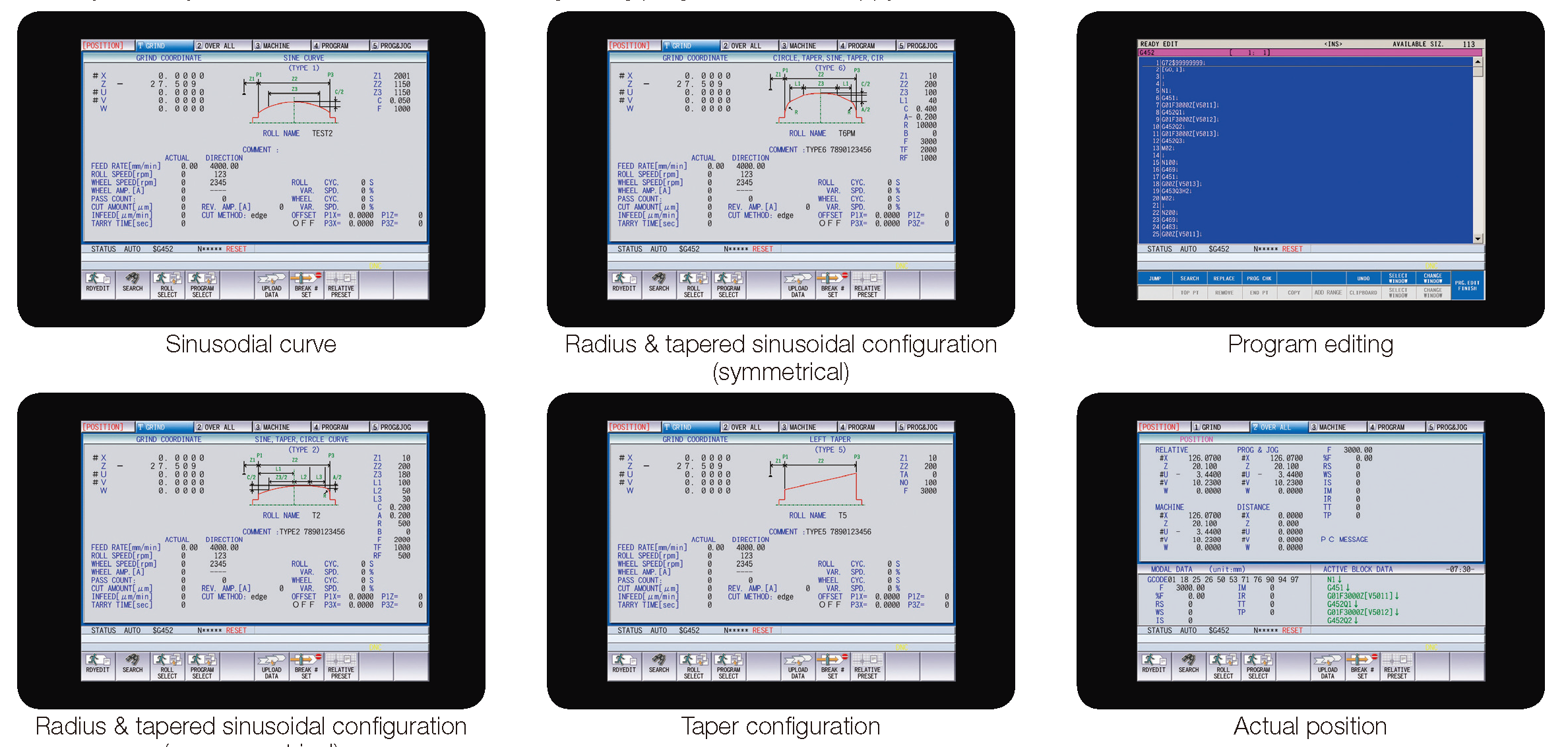
The interactive input of everything from the shape of the roll and the amount of camber to the setting of the table-traversing range can be easily performed while observing the displays on the CRT screen
Simple maintenance and long service life
The simplification of all of the machine's mechanisms made possible by the CNC control has resulted in easier and less frequent maintenance work
Direct-infeed mechanism for wheelhead guarantees high-precision roll-surface accuracies
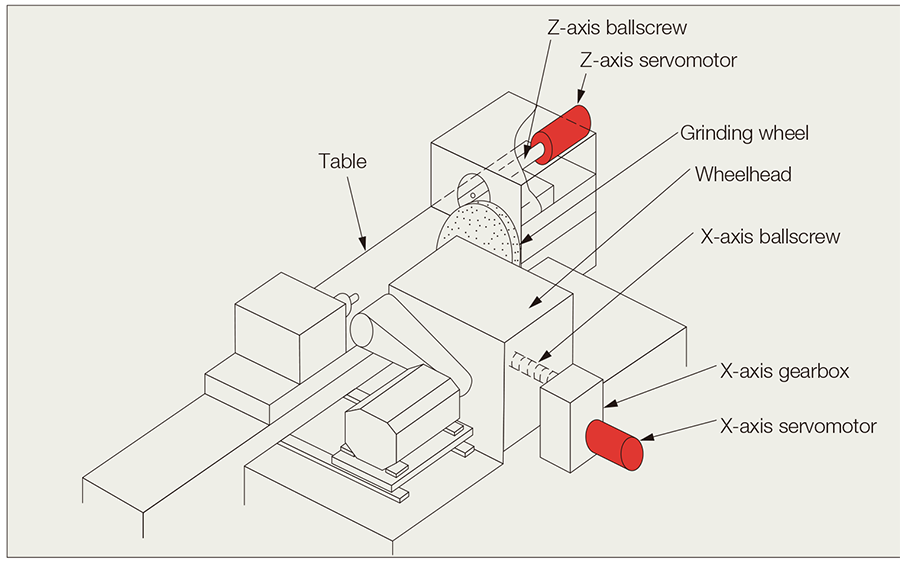
•The precision linear guides and a very accurate ballscrew assure excellent following
accuracy for the wheelhead’s infeed mechanism even when extremely minute movements are performed. The construction is designed to provide all of the functions necessary for fine and accurate direct-infeed movements.
•As a result of the structural arrangement, the number of parts in the wheelhead has been decreased and its rigidity has been greatly increased to provide an improved heavy-duty-grinding capability and highquality roll surfaces that are completely free of chatter marks.
Major machine elements are built to bring about better accuracies
Headstock
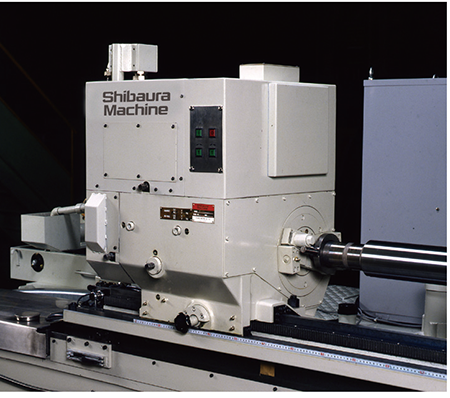
•The headstock has been designed with a rigid spindle, faceplate and drive mechanism.
It has been sturdily constructed to minimize vibration and to assure adequate rigidity.
•Torque is transmitted to the faceplate entirely by V-belts and the tension of the belts
can be adjusted as required by changing the distance between the pulleys. The roll-driving
faceplate has the flexibility that facilitates the extremely silent rotation of the roll.
Footstock

•The roll is supported on the footstock side by a center that can be shifted in and out within a large-diameter sleeve by means of a handwheel.
•The longitudinal movement of the footstock on the table is controlled by a handle operation and the upper section is adjustable in the transverse direction. Clamp bolts and stop block the footstock to the table to prevent fine slippage or retractions during grinding operations.
Bed

•Extra bed durability results from the ample pressure-bearing areas that have been provided
for the V-shaped flat slideways.
•Like the other major machine elements, the bed slideways are made of high-grade
cast iron to guarantee superior stiffness and wear resistance.
Table
•The table-traversing movements are powered by an efficient AC servomotor through a pre-loaded precision ballscrew.
The TOSNUC PX100G CNC System successfully automates roll-grinding operations

Each grinding process is executed automatically in accordance with the program that has been stored in the CNC System’s memory.
Optional automatic grinding functions
•Wheel quick approach
•Wheel touching and infeed at the end of the table’s stroke
•Automatic setting of the table’s stroke
The diameter at a roll’s mid-section becomes smaller than at the collar sections at the ends of the roll due to the wear caused by rolling operations. For this reason, initial roughgrinding
involves the collar sections only since it is unnecessary to machine the central area. An automatic strokesetting function can be employed at this time so that truing will be executed only on the collar sections as required.
In this operation, the changes in the grinding-wheel motor’s amperage are monitored as infeeding is performed and the positions at which table traversing is reversed are determined
accordingly. The operator is thus freed from the task of setting the table’s strokes and the grinding time is considerably shortened.
•Adaptive-control grinding function This function compensates for grinding-wheel wear and
elasticity as a grinding operation is in progress. It assures optimal grinding conditions at all times by controlling the infeedin accordance with the detected fluctuations of the grindingwheel
motor’s load current.
User-friendly interactive input
•By just inputting the necessary values while viewing the diagram appearing on the
pendant CRT screen, each type of roll-shape can be easily obtained. A maximum of 512
sets of data comprised of various roll shapes and grinding programs can be stored in the
memory for easy retrieval whenever necessary, in addition to the possibility of quadratic,
biquadratic, S-shaped and free-form curve cambering shapes can also be stored and used with the use of a special curve generating function.
•A floppy disk drive unit is standardly equipped for the storing of roll shape and grinding program data in a floppy disk.
•Gear-changing and mechanical-dogadjustment operations are no longer necessary since the table-traversing range can also be set from the keyboard.
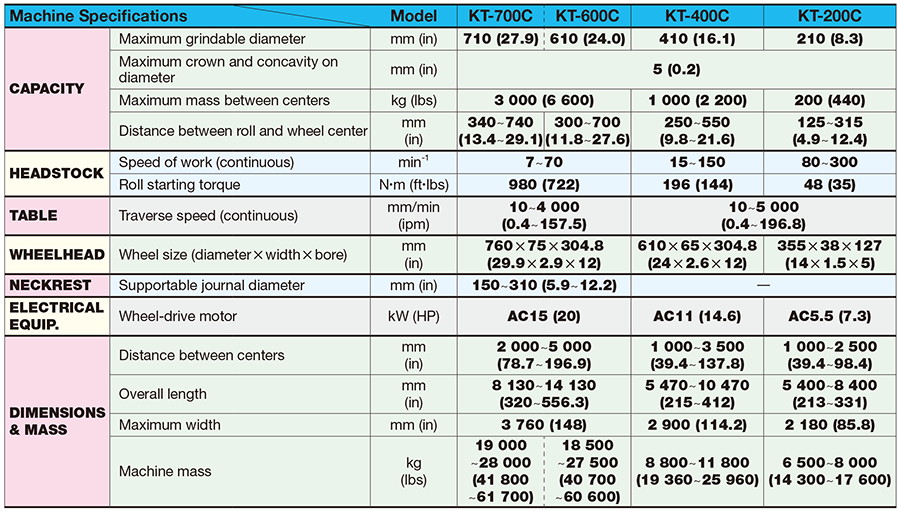
Specifications
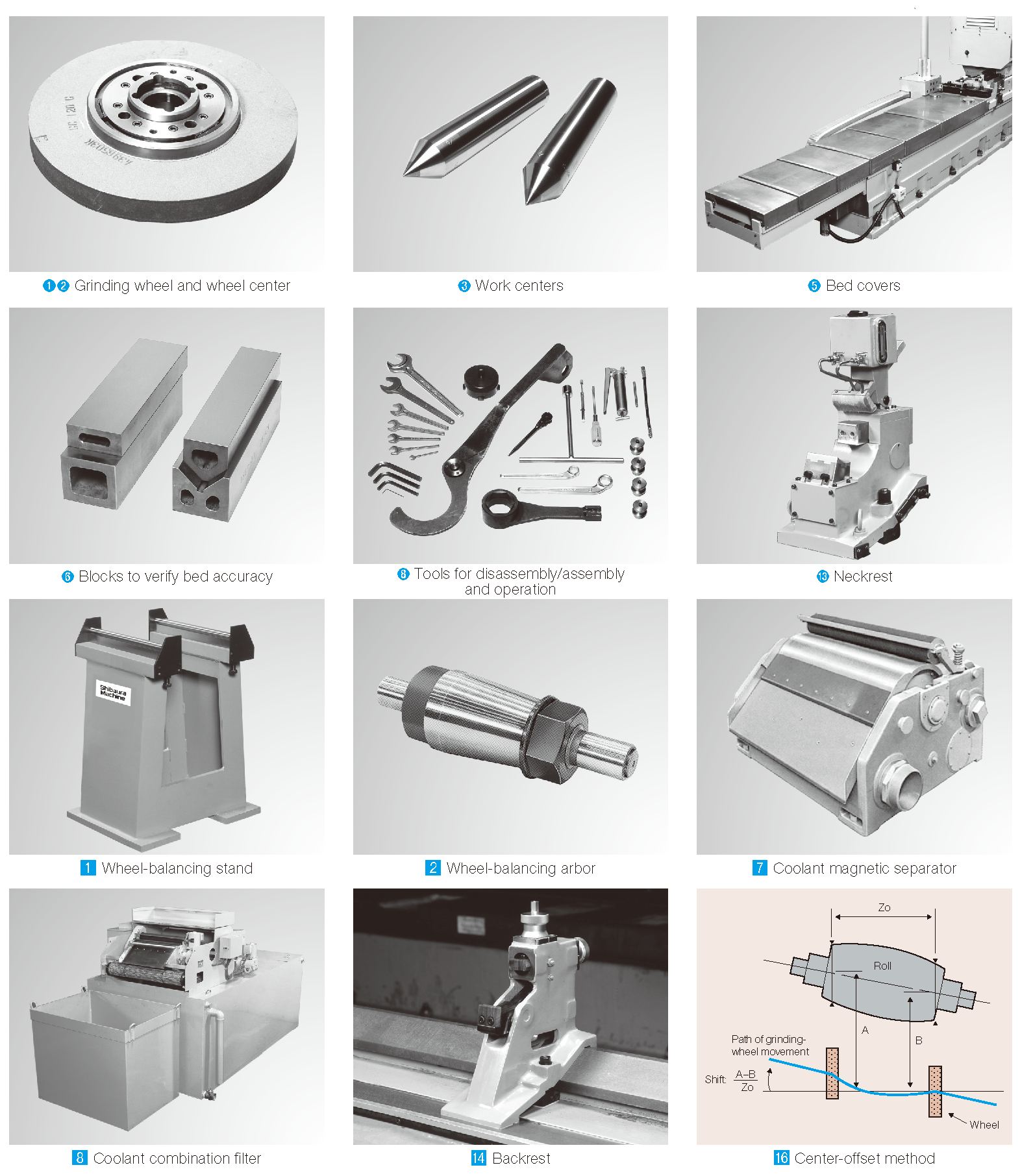
Standard Accessories
❶ Grinding wheel ....................................1 pc.
❷ Wheel center (wheel flange) .................1 pc.
❸ Work centers ........................ 1 set of 2 pcs.
❹ Wheel truing device .............................1 pc.
❺ Bed covers ........................... 1 set of 2 pcs.
❻ Blocks to verify bed
accuracy .............................. 1 set of 4 pcs.
❼ Coolant system ...................................1 pc.
❽ Tools for disassembly/assembly and
operation .............................................1 set
❾ Installation parts ..................................1 set
Foundation blocks ................ 1 set of 4 pcs.
Spare parts for electrical equipment ....1 set
Lamps for grinding ..............................1 set
Neckrest
(KT-400C and KT-600C only) .. 1 set of 2 pcs.
Basic Curve-Generating Functions
•Sine curves (convex and concave)
• Curves having symmetrical tapers and radius
configurations on both ends of a barrel
• Curves having an unsymmetrical taper and radius
configuration on one end of the barrel only
• Taper configurations
• Curves for truing the surface of a grinding wheel
Special Curve-Generating Functions
•Quadratic curves
• S-shaped curves
• Biquadratic curves
• Free curves (empirical input)
• Free curves (formula input)
Optional Accessories
1 Wheel-balancing stand
2 Wheel-balancing arbor
3 Neckrest (for KT-400C only)
4 Bearing shoes for neckrest
5 Roll-driving dog
6 Diamond tool for wheel truing
7 Coolant magnetic separator
8 Coolant combination filter
9 Splashguards
Jib crane for replacing grinding wheel
Additional wheel centers
Additional work centers
Dynamic balancer for grinding wheel
Backrest
Shoes for backrest
Center-offset method
Miller attachment (for KT-600C only)
Neckrest for small diameters
(KT-400C and KT-600C only)
Neckrest bearing shoes for small diameters
(KT-400C and KT-600C only)
Optional Functions for Automation
•Grinding-wheel touch function
• Infeed to the designated amperage
(at the start of traversing)
• Infeed to the designated motor amperage
(during grinding)
• Adaptive control
•Truing
Accessories