FSWに必要なこと
当社機でFSWをする際には、FSWオプションを付属しなくても実施は可能ですが、
やはり何も対策をしないままFSWした場合は、機械の破損につながる恐れがあります。

要因①:FSWの摩擦熱
⇒アルミでは200℃、銅では400~600℃、鉄鋼系では1000℃(融点の80%程度)まで温度が上昇します。
機械の主軸BRGを保護するなどの対策が必要です。
要因②:FSWに必要な力
⇒FSW時のZ軸に掛かる負荷は、通常の工作機械が想定している切削力の最大値に相当します。
⇒上記の観点から、当社では主軸系(主軸ベアリングなど)を保護し、直接熱を伝えないFSW向けのオプションのご購入を推奨いたします。主軸系に直接熱や力を伝えないツールをオプションとしてご用意しております。
適用材料
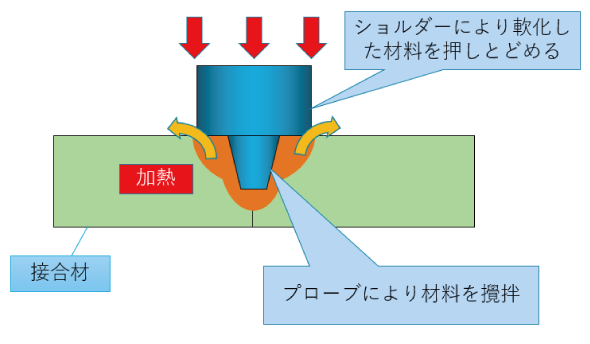
FSW用ツールイメージ
FSW(摩擦攪拌接合)は図のようにプローブを接合部に挿入し、ショルダを押し付けて接合します。
接合ツールや接合条件(主軸回転速度、挿入速度)は接合材料によって異なり、ノウハウが必要です。
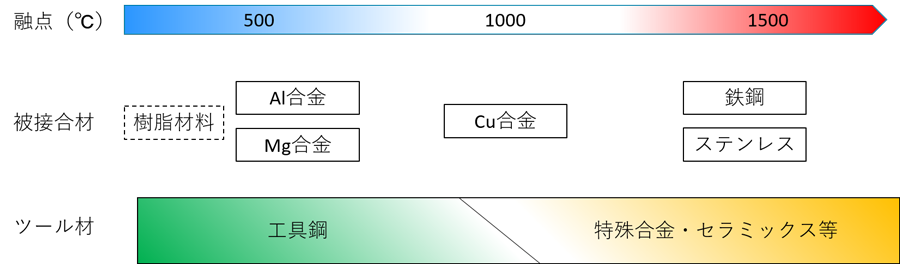
⇒芝浦機械ではこれまでFSWに携わってきたノウハウがあります。
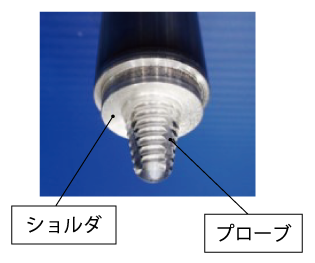
接合工具
・ショルダの役割:
軟化材料の抑留・接合面の平坦化
・プローブの役割:材料の攪拌
ツール形状については弊社に限らず、各社ノウハウが存在しています。
関連ページ
- FSWに必要なこと