FSW(摩擦攪拌接合)
FSW(摩擦攪拌接合)とは
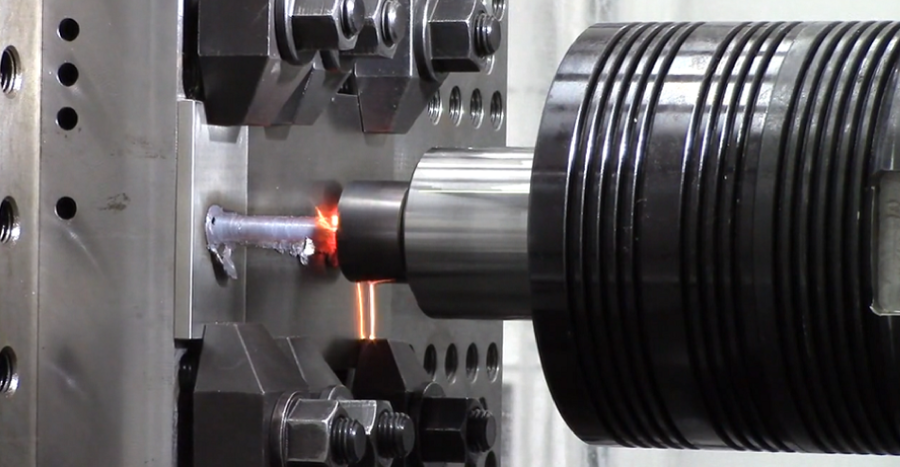
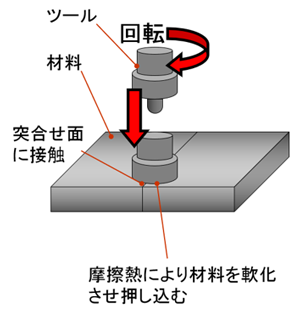
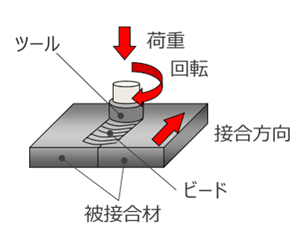
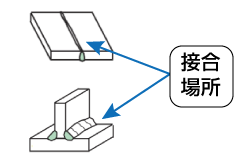
Friction Stir Welding(摩擦攪拌接合)の略語で、ワークに回転するツールを押し付け、摩擦熱で軟化(粘土状化)したワークを混ぜ合わせ、ワーク同士を接合する技術のこと。
金属を接合させる方法として、アーク溶接等の一般的な溶接方法と比較し、光や音もなく、必要なエネルギー量がはるかに小さいという研究結果があるほど、極めて省エネルギーな接合方法です。
工作機械はワークの固定や後加工、接合ツール(回転機構が要)、接合後にできるバリの除去といった、FSWに必要な要素を全て持っているため、FSW専用の機械を購入する必要はありません。
メリット・デメリット
他の接合方法との比較
| アーク溶接 | FSW | |
|---|---|---|
| 接合温度 | 融点以上 | 融点の80% |
| 変形 | 多い | 少ない |
| 強度低下 | 継手効率 約70% | 材料による |
| 前処理 | 必要(酸化被膜の除去など) | 脱脂程度 |
| 環境 |
シールドガス ヒューム・スパッタ |
シールドガス 不要 ヒューム・スパッタ 不要 |
| 継手形状*¹ | 制約 小 | 制約 多 |
| 後加工*² | 場合による | 必要(な場合が多い) |
| 技術者 | 必要 | 不要 |
出展:(一社)溶接学会著、摩擦攪拌接合ーFSWのすべてー(2006)(産報出版(株))
(一社)軽金属協会著、アルミニウムハンドブック(1982)((一社)軽金属協会)
| デメリット | メリット |
※1:接合の仕方のこと
※2:FSWの後工程では、接合後にバリが発生するので、除去加工が必要。
メリット
母材(接合材料)以外必要なし
添加材が必要なく母材同士の接合になるので、添加材により成分が異なることで腐食しやすかったり、欠陥ができやすいなどの弱点がありません。

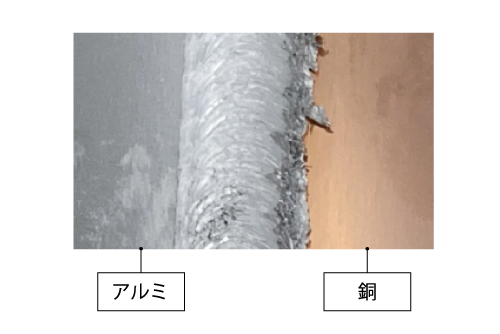
異種材の接合や今まで不可能だった難しい接合が可能
同じ材料だけでなく、異なる材料同士の接合も可能で、今まで不可能とされてきたチタンの溶接も可能です。
異種材例:アルミ - 銅、ハイテン材 - アルミ など
デメリット
段取り・材料毎の接合条件にノウハウが必要
同じ材料を使用しても、段取り方法や接合条件により、接合品質が異なる場合があります。
(例)ツール回転速度、送り速度、ツールの押し込み量(切削で言う切り込みの深さに相当)など)
| × | 〇 |
|---|---|

|

|
| 同じ部材(銅) | |
ツールの特許取得数が多い

FSWの基本特許が切れた代わりに、ツールについてはFSWを実施していた会社から、数多くの特許が出願されています。
⇓
工具メーカも容易にカタログ制作やHP掲載による販売ができず、ほとんどは各メーカで自作されているケースが多いです。
関連ページ
- FSW(摩擦撹拌接合)とは