超精密マシニングセンタ UVMシリーズ
加工例
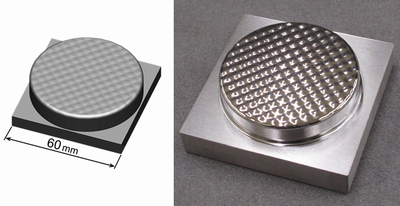
ベベルギア鍛造金型の高精度・高品位加工
超硬合金の直彫り加工事例です。
放電レス化、磨きレス化によって、大幅な工数低減+高精度・高品位加工
が可能です。
使用機種:UVM-450D(H)
材質:超硬合金(VM-40 90HRA)
仕上用工具:R1 ダイヤモンドコーティングボールエンドミル
加工面の表面粗さ:R1 PCDボールエンドミル
加工精度
・ピッチ誤差(累積 Fp、単一 fp、隣接 fu):いずれも 1μm 以下
・歯溝の振れ Fr:0.7μm
・表面粗さ:17 nm Ra

燃料電池 金属セパレータ用プレス金型
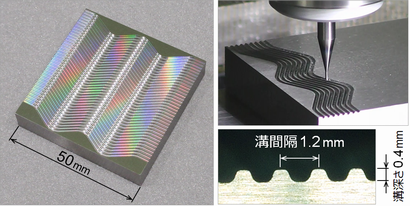
CAD/CAMへ後戻りしない加工形状補正機能 “VectPath”で、
より高精度かつ製作期間短縮、工具使用本数低減を実現します。
使用機種:UVM-450C(H)
材質:合金工具鋼(SKD11, 62HRC)
仕上用工具:R0.2 cBNボールエンドミル
溝断面の形状精度:±1μm
加工面の表面粗さ:90 nm Ra
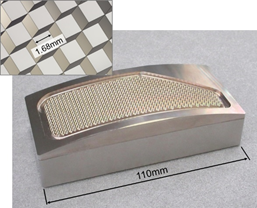
分析チップ マイクロ流路金型の微細形状加工
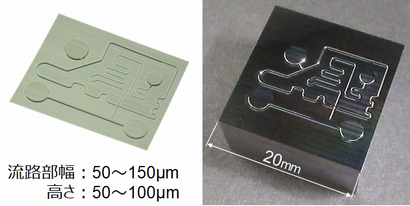
鏡面仕上げが必要な微細形状金型の加工事例です。
加工機の秀でた鏡面仕上げ性能と撮像式ワーク測定システム “ShapeEye”が、金型製作の再現性を飛躍的に高めます。
使用機種:UVM-450D(H)
材質:無電解Ni-Pメッキ(母材は金型用ステンレス鋼)
仕上用工具:Φ0.2-R0.01 単結晶ダイヤモンドラジアスエンドミル
寸法精度:流路部幅、高さとも ±1μm以内
加工面の表面粗さ:2~5nm Ra
超硬合金製彫刻刃型の高精度加工
超硬合金の微細加工事例です。
撮像式ワーク測定システム “ShapeEye” を活用してミクロン単位の寸法
追い込み仕上げを行った事例です。
使用機種:UVM-450D(H)
材質:超硬合金( VF-20 92.5HRA )
仕上用工具:R0.5 ダイヤモンドコーティングボールエンドミル
寸法精度:刃幅ばらつき 1μm以内
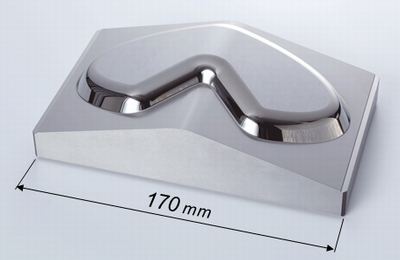
化粧品ケース意匠モデルの鏡面加工
5軸機による傾斜軸加工で加工周速度0の工具先端部を回避することで、
ムラのない均一な鏡面品質を確保できます。
使用機種:UVM-700E(5AD)
材質:金型用ステンレス鋼(52HRC)
仕上用工具:R1 PCDボールエンドミル
加工面の表面粗さ:4~5 nm Ra
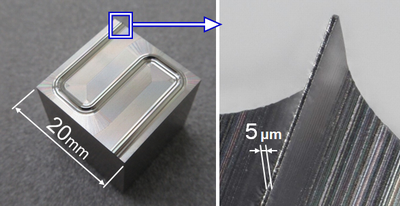
光学部品金型の鏡面仕上げ:VRゴーグル
部位に応じてPCDエンドミルによる鏡面仕上げと、
楕円振動切削法による鏡面仕上げを選択適用した事例です。
使用機種:UVM-700E(5AD)
材質:金型用ステンレス鋼(52HRC)
上面部の仕上加工方式:楕円振動切削
・工具:R2 単結晶ダイヤモンドバイト
裾部の仕上加工方式:ミリング
・工具:R2 PCDボールエンドミル
加工方式:楕円振動切削
形状精度:5 μm P-V
加工面の表面粗さ: 10 nm Ra
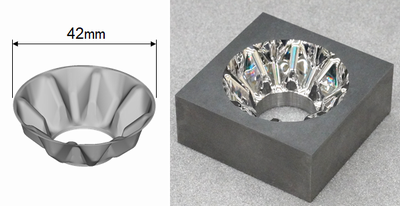
反射鏡プリズム金型(磨きレス鏡面切削仕上げ)
多数の三面鏡セグメントが曲面上に一体設計された金型の製作事例です。
加工機の高精度・高安定性能によって、高精度に鏡面仕上ができることを
実証した事例です。
使用機種:UVM-450D(H)
材質:無電解Ni-Pメッキ(母材は金型用ステンレス鋼)
仕上用工具: R0.1 単結晶ダイヤモンドボールエンドミル
加工面の表面粗さ: Ra 12 nm
樹脂製レンズの削り出し鏡面加工
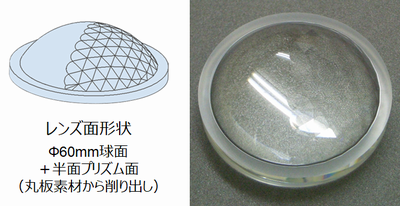
切削だけで鏡面仕上ができます。
形状誤差の極めて少ない高精度なレンズを製作することができます。
使用機種:UVM-450C(H)
材質:アクリル樹脂(PMMA)
仕上用工具:R1 単結晶ダイヤモンドボールエンドミル
加工面の表面粗さ: Ra 15 nm
コネクタ用多数個取り金型のランナー部加工
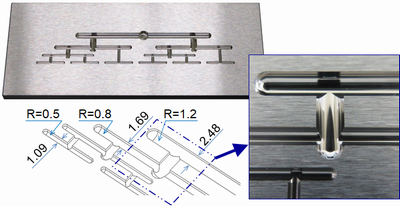
人手による研磨工程を切削仕上げに置き換えれば、
ランナー部の仕上がりのばらつきを抑制できます。
金型製作工数低減と成形歩留まりの向上を図ることが可能です。
使用機種:UVM-450D(H)
材質:金型用ステンレス鋼(52HRC)
仕上用工具:R0.3,R0.5 cBNボールエンドミル
ランナー幅寸法精度: ±1μm
加工面の表面粗さ: Ra 15 nm
※上記数値は測定値であり、保証値ではありません。