高生产性、低环境负荷的压铸机
DC-R2系列
DC-R2系列
我们芝浦机械为了实现“新 3S”高生产性、低环境负荷的压铸机的目标,
开发了世界上第一台标配电动锁模机构的压铸机。
此次,R 系列其性能进一步提升,成为 R2 系列。


产品阵容
R2 系列产品基于 “新 3S ”理念,以提高操作性为首,
为降低环境负荷同时提高生产性,追加了很多改良方案。
R2 系列的锁模力范围为250ton、400ton、500ton、650ton和850ton。
| 型号 | 压射配置 | 锁模配置 | 控制系统 | 性能亮点 |
|---|---|---|---|---|
| DC*R2-EH | 高级伺服压射 | 电动锁模 | TOSCAST-999 | 超高性能(难铸造、Mg)+节能 |
| DC*R2-H | 高级伺服压射 | 液压锁模 | TOSCAST-999 | 超高性能(难铸造、Mg) |
| DC*R2-EM | 标准伺服压射 | 电动锁模 | TOSCAST-999 | 高性能(难铸造)+节能 |
| DC*R2-M | 标准伺服压射 | 液压锁模 | TOSCAST-999 | 高性能(难铸造) |
SAVE TIME 提高生産率
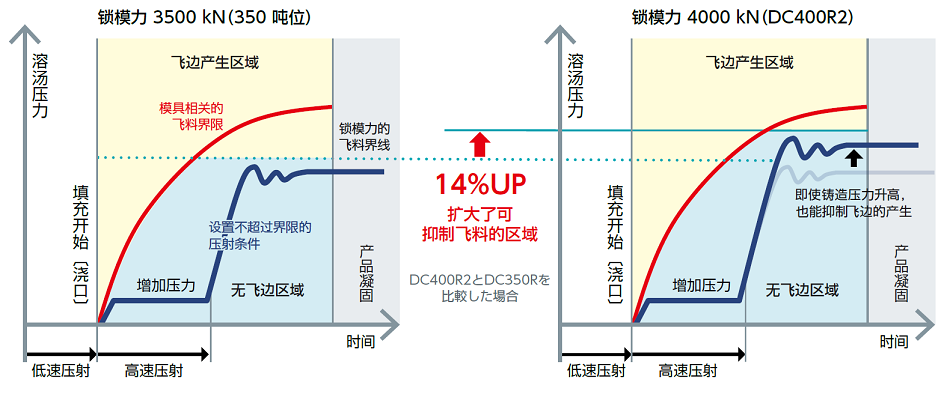
锁模力UP
传统的DC350R/DC800R 系列提高了锁模力,升级到DC400R2/DC850R2。
DC350R升级为400R2,锁模力提高了14%。
DC800R升级为DC850R2,锁模力提高了6%。
有望提高厚壁、薄壁等多种产品的质量。
DC350R和DC400R2的模具安装相关相同。
对现有模具可发挥锁模力的作用
现有模具可利用充分利用锁模力。
增加速度和压力以达到活塞轻量化100G/10m/s
高精度控制速度, 减少不良产品
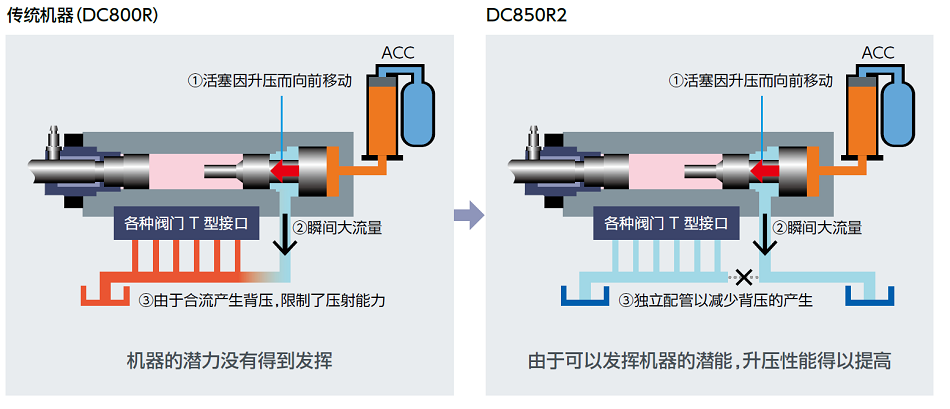
速度油缸,增压油缸为分别控制的双缸系统,实现压射活塞轻量化,提高控制性。
压射结构特点
- 传统的双缸方式
- 出口节流速度控制
- 大流量、高应答液压伺服阀
- 入口节流的增压控制
- V-P 切换控制
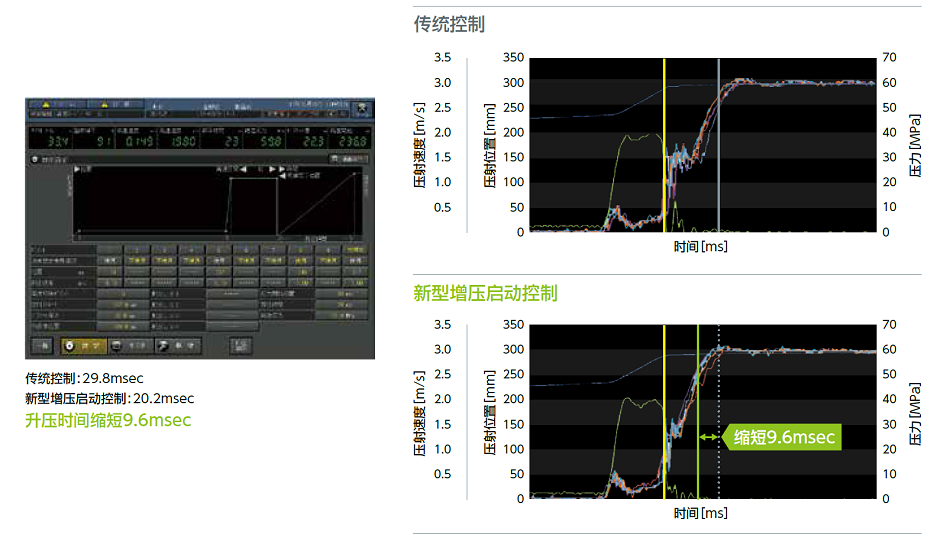
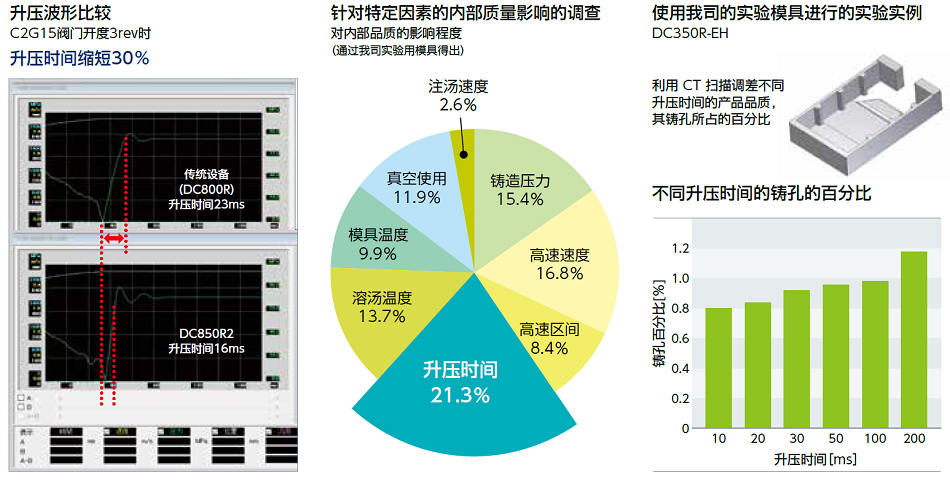
升压时间最大缩短9.6msec
给汤量的波动由新型增压启动控制来控制
缩短升压时间,改善安全性,稳定内部品质
新型增压启动控制可最大缩短升压时间9.6msec。
在传统的位置启动控制基础上增加了速度控制,增压启动时间随给汤量波动而变化。 不管使用高速运转还是使用减速,都能保持品质稳定。
提高升压性能(缩短升压时间)
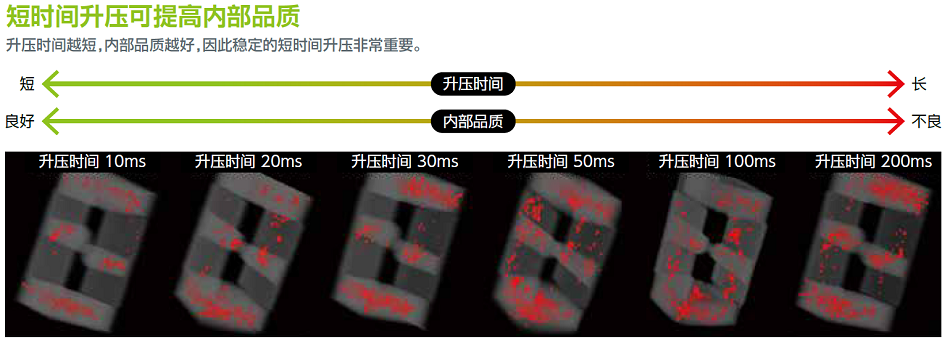
短时间升压可提高内部品质
升压时间越短,内部品质越好,因此稳定的短时间升压非常重要。
SAVE THE EARTH 低碳
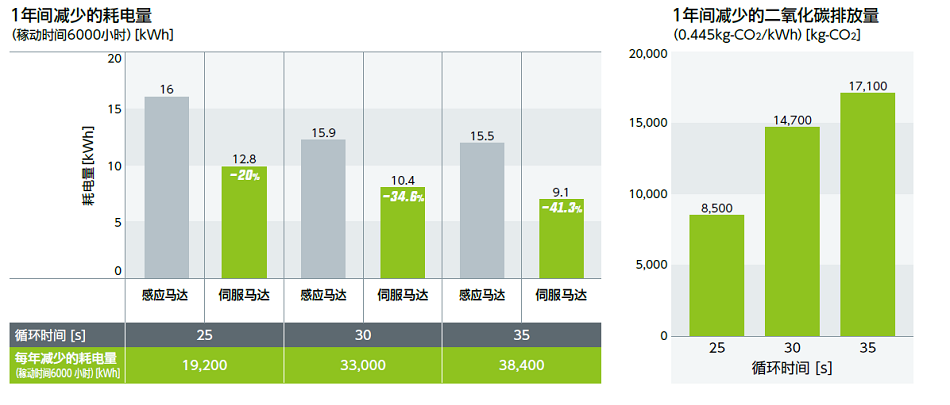
耗电量减少41%
液压伺服源可大幅降低耗电量
与传统液压源相比,液压伺服源可减少耗电量高达 41.3% (R2-E 型号400ton的情况下)

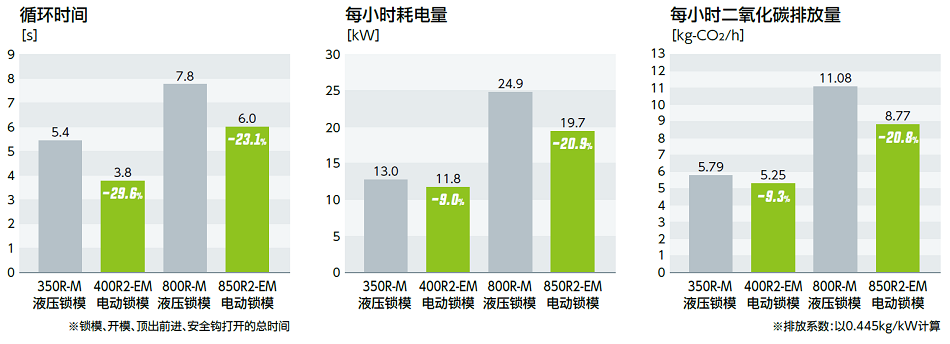
二氧化碳排放量减少20.8%
电动锁模减少了二氧化碳排放量
与液压合模机型相比,电动合模机型的二氧化碳排放量最多可减少20.8%。
DC850R2-EM和DC800R-M比较的情况下
电动合模机型与液压合模机型相比较
●DC400R2-EM比DC350R-M的二氧化碳排放量减低9.3%
●DC850R2-EM比DC800R-M的二氧化碳排放量减低20.8%
SAVE WORKFORCE 省人化
压铸机总控制系统 TOSCAST-999
TOSCAST-999 是用于大型压铸机(R2 系列)的控制系统。
与传统控制系统相比,TOSCAST-999 使用了更大的触摸屏,提高了操作员的可视性和可操作性。
如需了解更多信息,请参阅上述链接页面。
压铸生产监控系统 dPAQET/dPAQET2
dPAQET/dPAQET2 是专为压铸机数据采集而设计的软件。
它可以安装在普通电脑上,利用局域网快速、低成本地集中管理铸造现场的信息。
如需了解更多信息,请参阅上述链接页面。