主轴锥度研磨
主轴锥度研磨对下情况有用:
影响质量、精度和效率的现象

- 无法完成重型切削。
- 加工精度不足。
- 主轴由于刀具受损而停止。
- 加工的表面不好。
- 出现凹痕。
- 震动相当厉害。
只需短暂的停止,就可在机床上完成作业。
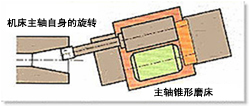
我们的技术专家使用我们的主轴锥形磨床执行高效作业。
作业安排表:1 天(标准)
但是,这取决于凹陷和受损程度。
我们支持立式和卧式轴设备及其他制造商的产品。
满意的结果
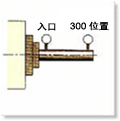
| 现象 | 机型 | 研磨前 | 研磨后 | |||
|---|---|---|---|---|---|---|
| 入口 | 300 位置 | 入口 | 300 位置 | |||
| 主轴震动厉害。 | 垂直加工 | 16 | 80 | 3 | 7 | |
| 锥体不合标准。 | 水平加工 | 7 | 45 | 2 | 5 | |
| 主轴撞击工件。 | 其他制造商的镗铣床 | 13 | 60 | 3 | 8 | |
| 主轴因刀具受损而过载 | 龙门铣床 | 50 | 50 | 2 | 6 | |
| 还原作业 | 镗铣床 | 20 | 70 | 1 | 4 | |
条件
对于卧式机床,工作台面与主轴中心之间的距离为 585 mm。
对于立式机床,工作台面与主轴中心之间的距离为 700 mm。
受支持的锥体
国家锥体编号 50/60
Morse 锥体编号 5/6