高性能的数控控制器
数控系统 TOSNUC 999
CNCSHAPE(形状识别预览定位控制:已获专利)
- 与预览定位控制功能相结合,可实现高性能造型控制及显著的数据可跟踪性。
- 控制两种模式:粗加工和精加工。
- 可根据轴惯性单独调整每个轴的加速或减速。
- 根据刀具路径的每条短线预读刀具路径 1800 个连续分块的数据。
- 配有流畅的控制功能,以实现不均匀点对点数据的平滑内插。高速加工刀具路径短线的连续分块时,角落冲击或伺服系统延迟造成的几何错误均可消除,从而确保加工作业的精度。
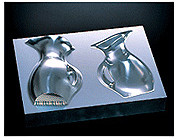
工件材料:AI 5052
8 mm 直径滚珠端铣
N = 8000min-1
F = 2000mm/min
周期进给 = 0.2mm
SF 功能(已获专利)
在通过滚珠端铣切削自由形状的表面时,可根据不断变化的触点控制和维护每圈的最佳主轴速度和进给速率。
区域加工功能(已获专利)
在模具铣削作业中预先指定区域后,无需修改原有程序,便可对区域的内部或外部轻松做出以下更改。
- 更改 Z 轴方向的切削深度。
- 更改切削条件。
- 同时更改 Z 轴方向的切削深度和切削条件。
NURBS 内插
- 高速加工 CAM 定义的样条曲线。
- 通过样条曲线实现平滑内插。
在数控系统上发出三维曲线数据命令并执行曲线内插,即可平滑加工自由形状的表面。
线性内插中产生的多面体在 NURBS 内插中变成流畅的曲线。
LAN 链路
- LAN 链路实现了高速数据传输 (10 Mbps)。
- 整合 CF 内存(最大 2 GB)。
- 通过 NEXUS 排程功能预留程序。
直雕测试仪
在主轴上安装了触摸探头并发出测量命令后,可以测量加工过的自由形状的表面。
- 可在每个测量点发出主轴正常方向的测量命令。
- 可以使用 Excel 格式显示加工过的自由形状表面的厚度误差。
- 加工后,无需附加的设置,即可在机床上测量加工过的表面。
非线性补偿控制功能(正在申请专利)
非线性补偿控件 I 和 II 的功能已升级,在高速圆形切削作业中最小化了象限投影。我们已开发了非线性补偿控件 III,进一步减小了此类投影。得益于此功能,在模具加工作业中可实现更高精度和更高质量的控制。
传输速度(波特率)

SHAPE 功能可用于在模具加工作业期间快速处理刀具路径短线数据。为了让用户利用此功能并连续地高速传输 NC 数据,我们提供了以下组件。
- 闪存 (CF):波特率 38.4 kbps
- USB 内存 115.2kbps
- 远程缓冲器运行组件(选件):波特率 600 - 115.2 kbps
- DNC 运行组件(选件):波特率 115.2 kbps(最大值)